4 Axis Wood Cnc Router Machine
Advantages:
1) Heavy duty thicker and bigger welded
steel tube frame--more stronger
2) With one removable 200mm rotary device
on the machine, it is very suitable for process round wood, cylinder objects
3) DSP B18 control system with handle,
can support 4 Axis CNC Router Machine, easy operation.
CNC Router Machine,4 Axis CNC Router Machine,CNC Routers For Woodworking,4 Axis CNC Router Jinan Vmade CNC Machine Co.,Ltd , http://www.vmadecnc.com
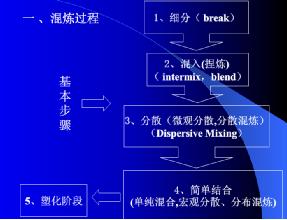
Raw rubber fillers (carbon black and other)
Curing Agents and Catalyst Plasticizers Special Materials Mixer mixing processes are generally divided into two processes: batch mixing processes and continuous mixing processes. For different mixing processes, the mechanical structure and load type of the mixer are all different.
Batch mixing is further divided into a mixing process and a two-stage mixing process. A section of mixing is performed after the raw material passes through a mixing cycle and directly into the extruder to produce a finished product. The second-stage mixing method is that after the raw materials have passed through a mixing cycle, they must enter the second-stage mixer and perform the second-stage mixing to finally enter the extruder to produce finished products.
For continuous mixing, the feed side is continuously fed, the discharge outlet is continuously discharged, and continuous production is performed. 
The plastic mixer and rubber mixer have the same structure and the same process.
1.2 Types of mixers Domestic common internal mixers are batch mixers, and batch mixers have become banbury mixers. The structure is as follows:
It is mainly divided into three parts: feeding part, mixing part and unloading part.
The feeding part of the feeding part mainly consists of a feeding funnel and a pressing cylinder. The rubber raw material is added by the funnel, and the flap door is closed. The raw material and the mixture are pressed into the smelting room by the cylinder to generate pressure, and the material is provided with continuous pressure in the smelting process to accelerate the sizing process.
The pressure provided by the pressure cylinder can vary, and the magnitude of the pressure is related to the change of the load. When the load is too large, the load can be reduced by modulating the pressure of the pressure cylinder.
The kneading part of the kneading section consists of a rotor, a mixing chamber, and a sealing device. After the material is added into the mixing chamber, it is repeatedly changed in the mixing system composed of two rotors with spiral ribs, a speed ratio, a relatively rotating rotor, a mixing chamber wall, and upper and lower cap bolts. The strong shearing and squeezing results in shear deformation of the rubber and strong kneading. Because the rotor has spiral edges, the rubber compound repeatedly reciprocates axially during mixing, which acts as a stirring effect, resulting in even stronger mixing.
Discharging part When a mixing cycle is over, the discharge door lock and lock device is opened. After mixing, the rubber is unloaded into the container or belt through the discharge port to enter the second mixing process or enter the extruder. After unloading, when the internal mixer temperature reaches its initial temperature, the next batch of raw material is added to the internal mixer for smelting. Therefore, batch mixing can be continued. Melting is interrupted only when feeding and unloading, so it is called batch smelting.
2 Mixer load characteristics 2.1 Mechanical power mixer The mechanical power is related to two factors, one is the mixer volume and the other is the mixer rotational speed. The larger the volume, the higher the rotational speed and the higher the mechanical power of the internal mixer.
The mixer has a volume range of 25-650L, a rotation speed of 15 to 70 rpm, and even 90 rpm.
An internal mixer with a rotational speed of less than 20 rpm is called a low-speed mixer, a 30-40 rpm mixer is called a medium-speed mixer, and a mixer with a rotational speed of more than 60 rpm is called a high-speed mixer.
Mixer power range is within 50kW-4000kW, the current domestic common power is 1250kW and 2500kW.
2.2 Torque Load Characteristics The mixer load type is a constant torque load. Typical Banbury mixer load characteristics are shown in the following figure: 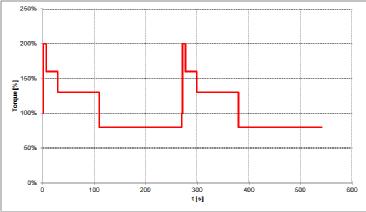
160% rated torque lasts 21.6s
130% rated torque lasts 81s
80% rated torque for 81s
35% rated torque for 81s
During the entire load cycle, its root mean square is equal to 100%, which means that the motor will not heat up continuously during the entire working cycle. However, the short-term overload is 200%. It is necessary to pay attention when selecting the motor and the drive.
In addition, the torque during overload is related to the pressure of the pressure cylinder, and the greater the pressure, the greater the load torque. In general, the pressure of the pressure cylinder will be adjusted according to the size of the load so as to keep the internal mixer from overload during the smelting process.
The load characteristics of the internal mixer are high overload and frequent overload during the work cycle.
3 Mixer transmission requirements 3.1 Mixer mechanical transmission type Mixer transmission According to the capacity and mechanical transmission system can be divided into single drive and dual drive.
Single drive refers to a motor driving a mixer. This type of application is generally less than 2500 kW of power in the mixer.
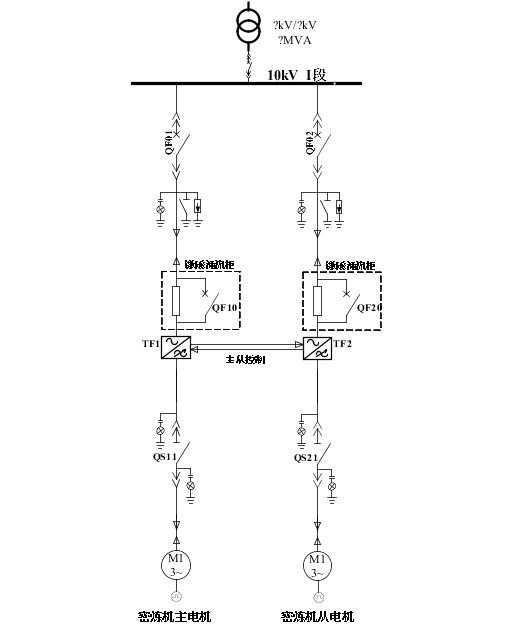
Double drive means that two motors jointly drive a mixer, and dual drives are generally used in mixers with power greater than 2500 kW.
3.2 Mixer Drive Trend Traditional mixers speed control system, generally using DC speed control system, but with the development of AC speed control system, the current trend is to use AC speed control system, especially high-voltage frequency conversion system.
3.2.1 DC Drive System and Schneider High Voltage AC Drive System The traditional DC drive system mainly has the following features:
1. Large size and low cost.
2. Low power factor (0.5~0.7) requires reactive power compensation device.
3. Large harmonic content, THDI up to 30%, harmonics control device required.
4. Simple control and high speed accuracy.
5. Robustness is not strong due to grid and motor conditions and parameters.
Schneider high-voltage AC drive system features:
1. Small size, slightly higher cost.
2. High power factor (above 0.95), without reactive power compensation device.
3. Small harmonic content, THDI <2%, no harmonic control device.
4. The control is complex, and the vector control algorithm can control the precision of the DC motor.
5. Robust.
The DC drive system has its own advantages in structure and control accuracy. However, its other shortcomings have led to its replacement by the exchange system.
The power factor is low, and DC drive can directly control the DC current output, so it cannot guarantee its power factor when the load and speed change, resulting in a very low power factor. For large-capacity DC drive systems, it is necessary to add reactive power compensation devices on the network side, which is a great investment for customers. Moreover, since the power factor of the DC system is not fixed, the reactive power compensation device needs to use a dynamic compensation device, and its price is high.
The harmonic content is large. Because the DC drive is a thyristor device, phase shift control is used, the switching frequency is not high, and its harmonic content is very large. The current harmonic of the ordinary DC drive is about 30%, which is the largest harmonic pollution source of the power grid. Harmonic control devices are needed, which is an additional investment for customers.
Large rectifier transformers are needed. Since the DC drive input voltage is low voltage input, a high voltage-low voltage transformer is required on the input side. And due to the characteristics of DC drive, transformers require special rectifier transformers, and large-capacity low-voltage rectifier transformers mean more investment for customers, larger transformer area, and more cable investment.
3.3 Application requirements of the mixer 3.3.1 Mixing machine site requirements Due to the process characteristics of the mixer, it is necessary to continuously add additives, vulcanizing agents, carbon black and other raw materials, as well as the need for continuous cooling, so the site reflects the high temperature, high Humidity, high smoke content and other characteristics. Especially in the process of adding carbon black, the carbon black particles can be dissolved in the flue gas. As the flue gas enters the stator windings and air gaps of the motor, the insulation level of the motor can be reduced, the service life can be reduced, and even discharge and short circuit can be caused.
3.3.2 Mixer motor requirements The mixer motor generally uses a 4-pole or 6-pole asynchronous motor, because of its high overload capacity (200%), requiring the mixer to have a higher motor overload capacity.
Mixer site high temperature, high humidity, high steam, high carbon black content, need a high degree of protection and cooling methods, protection class IP54 and cooling method IC31/37 is a general requirement.
3.3.3 Mixer Drive Control Requirements The mixer requires relatively high precision, and requires relatively high overload capacity and short acceleration/deceleration time.
Because the internal mixer will cause the entire batch of materials to be wasted in the event of a fault shutdown, under vector control, when the encoder fails, it is required that the control be smoothly switched to an encoder-less vector mode to ensure that the shutdown will not occur. In addition, the automatic bypass function of the module is required to be damaged. When the IGBT is faulty, the fault module can be automatically bypassed to ensure that the system does not stop.
In the dual-drive configuration of the internal mixer, the master-slave control of the transmission is required to ensure that the output torques of the two motors are the same and the gearbox has no impact. In this process, the torque accuracy between master and slave has certain requirements. If the master-slave actual torque error is too large, it will cause the gear box to vibrate and reduce the life.
4 Technical solutions 4.1 Single-drive solutions 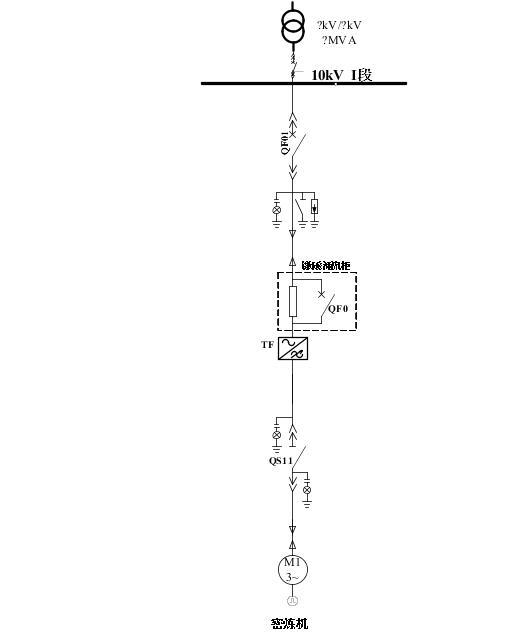
4.3 Features of the Project 1) Magnetizing inrush current cabinet to ensure that the closing current of the transformer is less than 1 In and there is no impact on the power grid.
2) Start with a speed sensorless vector control, the starting current is small, and the current has no impact.
3) The frequency conversion power components adopt the international famous brand Ximenkang high voltage IGBT, which has stable performance and high reliability.
4) The frequency conversion soft-start system 10kV direct output, does not use the boost mode, convenient cable connection.
5) The low-frequency starting torque is large, effectively overcoming the static resistance moment.
6) Wide adaptability to grid voltage fluctuations, stable operation in the range of 65% to 115% Un.
7) Low-voltage traversing function, 3s power-off without shutdown.
8) Automatic recognition of voltage changes on the grid side, automatic restart of bus power supply switching or voltage flicker change.
9) A variety of motor parameters storage function, easy to achieve different parameters of the motor soft, easy to expand.
10) 54-pulse rectification, input harmonics <2%, much smaller than GB/T14549 "Power Quality Harmonics in Public Power Networks"
11) and the harmonic indices specified in the "IEEE 519" international standard, no harmonic suppression is required.
12) 19 level perfect sine wave output, output dV/dt<500V/us, common mode voltage <100V.
13) The output frequency is 0~50Hz, the output frequency is continuously adjustable, and it has frequency hopping function, which is used to skip resonance point.
14) Synchronous switching function to realize smooth switching between frequency converter and power grid.
15) Inverter frequency adjustment accuracy 0.1Hz, steady-state accuracy 0.1%.
16) Acceleration and deceleration time 0 ~ 1500s can be set, segmentation acceleration function, segmentation speed and acceleration time can be set separately.
17) The start-up function of the coaster allows the motor to start directly at a certain speed.
18) The cooling method is air-cooled and is suitable for internal mixers.
19) Perfect motor, frequency converter and transformer protection system to ensure safe operation of equipment.
20) All components of the inverter cabinet are solid and reliable, able to withstand the stress during transportation and operation.
21) The internal design of the frequency converter is reasonable, the maintenance space is large, and the ventilation and cooling capability is strong.
22) The frequency converter satisfies the OSHAHearingConservationStandard 3074 international standard, ie anywhere from 1m of the frequency converter, the noise level is ≤ 85dB, and the maximum is only 80dB.
23) Rich external communication interfaces, support Modbus, TCP/IP, Profibus, DeviceNet and other field buses.
24) Rich external I/O interface channels, support for analog and digital input and output access.
25) The friendly Chinese operation interface can realize parameter modification, waveform monitoring, fault alarm information display, local control and other functions.
4.4 Solution Description 4.4.1 Conversion start timing 1) Power on the control system.
2) System self-test.
3) PLC/local startup command.
4) QS11 automatically closes to work position.
5) QF01 is automatically closed to the working position.
6) High-voltage self-test, matching motor parameters.
7) Start the motor and increase the speed of the motor.
4.4.2 Electrical protection Variable frequency soft starter QF01 (QF02) adopts transformer integrated protection device to directly provide protection against overvoltage, overcurrent, quick-break, phase loss, undervoltage, three-phase unbalance, grounding, etc. of the inverter soft starter;
Under the state of power frequency, the system realizes the complete protection function of the motor through the integrated motor protection and motor differential protection device equipped with the power frequency switch QF10.
Between the frequency conversion soft starter and the power-side power frequency switch, there is a double interlocking relationship between the electrical and logic under the condition of non-grid closing, so as to avoid short circuit at the output side of the frequency conversion soft starter under abnormal conditions;
The frequency conversion soft starter automatically recognizes the matching motor power, sets the adaptive motor control model, protection parameters, and process characteristics of the variable frequency soft starter;
In the frequency conversion mode, the frequency conversion soft starter provides full motor protection functions such as overvoltage, undervoltage, overcurrent, overload, quick break, phase loss, and grounding to the output side motor;
In the frequency conversion state, the frequency conversion soft start provides overvoltage, overcurrent, overheating, out-of-step and other perfect protection functions to the excitation winding.
4.4.3 Chaining conditions QF10 and QS11 have the interlocking relationship of electrical and logic in non-grid-switching conditions to prevent the overload of the output side of the variable frequency soft starter or the output of the variable frequency soft starter from being connected to the output of the 10kV grid, and the high voltage isolation switch. QS charged accidents such as severed operations.
4.4.4 Grid shock excitation The inrush current cabinet limits the inrush current when the transformer closes by connecting the resistors on the primary side of the transformer. According to the transformer and grid capacity, the peak inrush current can be controlled at In~1.2In. The closing moment has no impact on the power grid.
The AC reactor at the output side of the inverter can effectively avoid current surges and back-flushing caused by inverter output and grid connection and avoid damage to the output of the inverter soft starter.
4.4.5 Power Factor and Reactive Power Compensation The power factor of the inverter can be more than 0.95, and no reactive power compensation device is required.
When the reactive power compensation device is installed, the frequency conversion soft starter can be implemented in conjunction with the grid reactive power compensation device in order to avoid the situation in which the power grid factor power factor compensation may over-compensate and cause the efficiency of the grid-side transformer to fall during the soft start of the motor. Or by the dynamic reactive power compensation device autonomously realize automatic reactive power regulation, making the power factor of the plant side reach 0.9~0.95.
4.4.6 Harmonics The ATV1200 series high-voltage variable frequency speed control system adopts multiple rectification technology on the power supply side. The harmonic pollution on the power grid side is small, and the suppression of the 5th and 7th harmonics can reach THDI<1%. The total harmonic harmonic singularity Less than 2%, in line with the GB14549-93 standard and IEEE std519-1992 power quality standards for voltage and current harmonic distortion requirements, no harmonic filter device.
5 Summary The internal mixer is a relatively new application for Schneider/Ledwards High Voltage Drives. Its main challenge lies in its overload capacity requirements and requirements for mechanically friendly controls. Schneider/Ridehuafu high-voltage frequency conversion products can fully meet their needs, can provide precise control and friendly mechanical properties, and provide a reliable technical guarantee for the stable high-quality operation of the mixer.

The Application of Leader Huafu High-voltage Frequency Converter in Banbury Mixer
1 Process description 1.1 Overview The internal mixer is the initial process of rubber production line or plastic production line. Its function is to smash and plasticize the raw material through shearing, squeezing and stirring, and evenly distribute the compounding agent into the rubber product. Its main raw materials are: Regardless of the kind of process, the internal mixing process can be divided into: break, internal mix (blend), dispersion (Dispersive mixing), simple combination, plasticization stage. The rubber product of the mixer is then passed through a cooler and an extruder to become a finished product. The finished product is then used as a raw material for tires, plastics, and the like. 200% rated torque for 5.4s 4.2 Dual-drive solution
Double drive scheme
ATV1200 input harmonic current
Harmonic times
5 times
7 times
11 times
13 times
17 times
19 times
23 times
IEEE requirements [%]
4.00
2.86
1.83
1.49
1.14
1.02
0.87
The actual measured value[%]
0.57
1.00
0.21
0.32
0.74
0.55
0.05